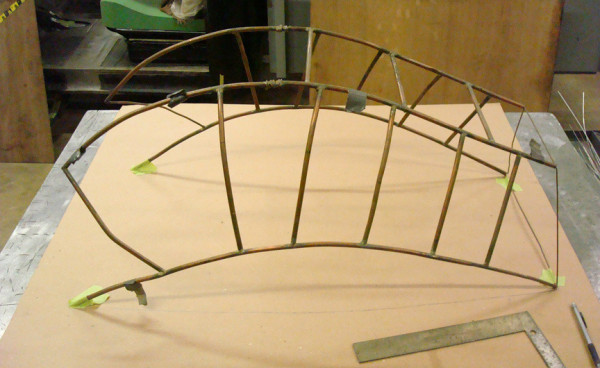
Aluminum Drag Bike Rear Fender
I just finished shaping a drag bike fender from .060” aluminum. I took dimensions from the wire copper form that the customer made and built a buck with ½” plywood. I changed the radius on the top edge to a 4” radius to give the transition areas a smoother lead in edge.

Wolfgang Schroeder Workshop
Wolfgang Schroeder traveled from Germany for a one on one advanced workshop. While he was in the shop he shaped the front fender for a '66 GT40 MKI from aluminum and the front of a '48 Chevy hood. Wolfgang stayed in the area for a couple of weeks and traveled around the area getting tours of local hot rod shops. He also came by and helped me put the finishing touches on the restoration of
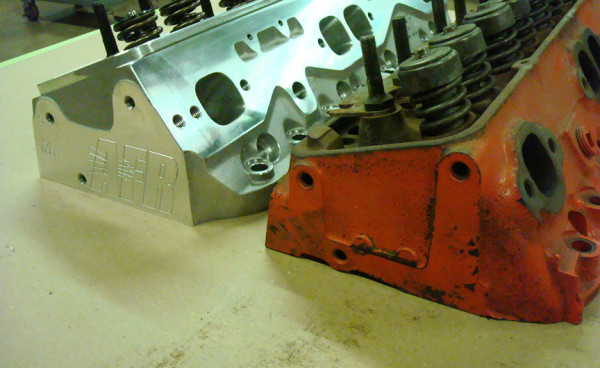
Original Camel Hump Heads
I just finished up machining two sets of heads for a customer replicating camel hump heads for a Camaro restoration. He wanted high performance heads that looked just like the originals. I machined the logos off and then machined the inset by hand around a 3/8” thick steel guide. After the rough machining was completed I dialed in the edges with carbide bits and sanders to detail the edges and replicate the edges. I completed

Machined Dies for Local Restoration Shop
One of our students from a past Metal Shaping Workshop works for a local restoration shop. Their shop was so impressed with one of our planishing hammers they purchased one for their shop and asked us to machine a set of our exclusive lower dies sets for their hammer. We machined a set for them from S7 tool steel and had them hardened to 56 Rockwell C scale. The set includes; six 2 ½” diameter

Personal Consultation for Aluminum Hood from Concept Car
Everyone can use a hand one time or another. A local restoration shop is building an aluminum body from scratch over a Corvette chassis. They started making a huge hood (measuring almost five feet square) and ran into a couple problems with the surface becoming warped after welding the two seams running through the center. They asked if I would give them a hand fixing it and they spent the day at my shop helping

Auburn Spare Tire Wells Shaping Project
I just finished up a pair of 1932 Auburn spare tire wells for a customer. I shaped them in two halves and welded the seam down the center. Only the weld seam was lightly sanded, the remaining surface is straight out of the machine. We also duplicated the gussets and mounting brackets and located them from the original.

20 Rear End Brake Tab Clips Fabrication
The odder the request for a project from a customer the better. One of my regular customers asked me to duplicate 20 rear end brake tab clips for his restoration shop specializing in Camaros. I made a simple fixture that clamped the tabs when they were bolted together, then simply hammered it around with a corking tool and hammer. The two locating holes became the spot weld holes.

Old Cars Weekly Interview Article
Recently at the Hot Rod Restoration Trade Show I was interviewed by John Gunnell. He wrote an article from the interview for a weekly newspaper type magazine called Old Cars Weekly. Thanks John, for the interview and the nice article.

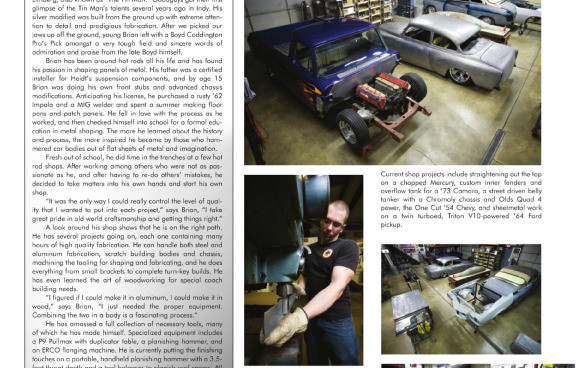
Live Metal Shaping Demos at The Hot Rod Restoration Trade Show March 23-24, 2012
We just got back from doing our metal shaping demos at the Lucus Oil Stadium in Indy. It was a lot of work moving all of our heavy equipment in a 24’ box truck. It was all worth it once the crowds of people gathered as the machines fired up. The interest from the shows attendees was outstanding and the questions people had were even better.

Aluminum Shaping Demo of 1966 GT40 MKI Frontend
I wanted to shape a demo for an upcoming show demonstrating how efficient shaping large panels with a planishing hammer can be compared to the English wheel. I decided to use my future project as the test dummy. I patterned my GT40 front end with five large sections and roughed out the front end in five days. After the show it will become a wall hanger, I will spend a lot more time dialing the

Butch and Donna Downs 1934 Huppmobile Good Guys Street Rod of the Year Finalist
Butch and Donna Downs are finalists for Street Rod of the Year. Even though The Tin Man’s Garage, Inc. was not mentioned in the small article we did help out with this great build. We built the aluminum lift off cover for the convertible top that was upholstered by Schober’s in Sandwich, IL. The difficult part of this was that nothing could be welded on the car because it was already painted and upholstered. All

Finished Fabricating Ron Wiggens A-400 Aluminum Hood and Sides
I met Ron way back in Indy when I unveiled my roadster. Ron has a great eye for proportions and “the look”. Ron has always built his own cars himself but for this project he asked for a little help on the hood and sides. I had to machine three sets of dies to do all the bead details on the Pullmax. I left the PVC coating on the aluminum and only removed the sections
Street Rodder Work Shop Press Release
The new Metal Shaping Workshops have been such a great success and a permanent addition to the shop; Street Rodder Magazine took note and ran a press release spreading the news. This press release has allowed people from across the country to now take the workshops. We are excited to have a gentleman coming in from Germany in December for a workshop and a two day personal metal shaping consultation. For more information about our

Wholesale Dealer For Wilwood Brakes
The Tin Man’s Garage, Inc. has quite a few dealerships from companies like; Billet Spicecialties, Heidt’s, and American Autowire. Doug Burke(Vice President of Wilwood)stopped out at the shop and was impressed by all the quality projects being built and decided to move The Tin Man’s Garage, Inc. into wholesale distributing pricing which is the lowest available pricing. Please contact us for all your braking needs for the best possible pricing from the industry leader!
New Tech Article In Street Rodder Magazine
I teamed up with Tim Bernsua from Street Rodder magazine and had the honor to write a couple of tech articles. This was an exciting opportunity for me since Street Rodder magazine has been one of my favorite magazines since I was a child.

Open House (September 2009)
The Tin Man’s Garage, Inc. would like to thank everyone for showing their support by coming to our open house in September. We had an excellent turn out. It was nice meeting new people and seeing old friends who did not have a chance to stop by and check out our shop. We also greatly appreciate those who brought their cars despite the overcast in the morning. After lunch, the sun was shining and everyone

A Long Waited Encounter
My Dad finished his ‘27 T Roadster Pick Up and brought it from Nebraska a couple of times this past summer (2009). We went to a great local car show and had a great time cruising. He scratch built the entire car including a wild chassis with custom front control arms and a rocker arm style sprung suspension out back. It is powered by a 400 small block and a five speed. If you were

The Tin Man’s First Piece To His New Puzzle.
We picked up my 1966 GT40 MKI body from Ohio. The fiberglass body will only be used as a pattern. I am going to make the entire car from aluminum. I have been engineering an aluminum Monocoque from photos of the originals for the last couple of years. I plan on using a Ford Mod motor with a Quaife Transaxle. I do not have much time to work on my own car, owning your own
Visit From Metal Shaping Craftsmen- Fay Butler
After taking Fay’s Metal Shaping Seminar in December of 2008, we have stayed in touch. To my surprise, he was coming through Chicago on his way home. He stopped by my shop and I had a chance to show him around. I am so grateful to know Fay, he not only teaches the science of Metal Shaping he helps Craftsmen find there true souls and reminds you of what is really important. Make sure you

Car Crazy Video Interview
Car Crazy Video Interview with Ken Gross from the Good Guys Indianapolis Hot Rod Nationals asked the Tin Man to describe some of the features of his Scratch Built A Roadster in front of the camera, the Tin Man was honored (even with his sweaty palms), check out the clip!